Kyocera's mother plant,where a wide variety of products are handled by the company
Situated in the city of Higashiomi, Shiga Prefecture, the Shiga Gamo plant is one of the sites operated by Kyocera’s Corporate Fine Ceramics Group. Having begun operations in 1963, this plant is the first mass-production plant owned and operated by Kyocera. The integrated production of items from scratch (raw materials) is a salient feature of this plant. All processes—from the preparation, molding, sintering, and processing of raw materials and the joining of the results with metals by way of metallization to the finishing of products—are carried out at this plant.
An exceedingly wide variety of items are manufactured at this plant, including machine parts for pumps and valves, insulating parts for use in the relay boxes found in electric cars, cases and other parts for electronic devices, electronic parts as typified by inductors for mobile phones, and parts for semiconductor manufacturing equipment and ultra-high vacuum equipment, as well as artificial joints and other medical materials coming under the charge of other group companies. Parts manufactured at the Shiga Gamo plant are even used at Spring 8, a large synchrotron radiation facility in Harima Science Garden City in Hyogo Prefecture, and LHC, a large particle accelerator operated by the European Organization for Nuclear Research on the border between Switzerland and France. With technology developed here having been transferred to other plants, this plant is known as Kyocera’s mother plant.
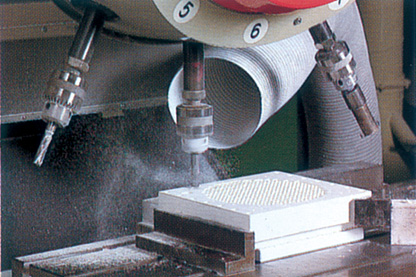
The manufacturing of ceramic parts begins with the preparation of raw materials still in their powdery state. Prepared materials (known as secondary materials) are pressed together into the intended product form using a precision die. Where necessary, a pre-sintered half-finished item that has been pressed together will be subject to cutting. Ceramics shrink about half their size when sintered. A considerable amount of expertise is accumulated by the time one can decide on the dimensions of a die in anticipation of the final measurements. For a precision part, post-sintered cutting is carried out to achieve the required degree of precision.
For metallization, a metal paste known as metalizing ink is applied to the ceramic surface. Silk-screen printing is used where something is being mass-produced, but this ink is sometimes applied with a brush by a seasoned worker where small batches or single items are being produced. In such a case, the quality finish being sought will vary depending on the selection of the brush being used and the skill level wielded for the task.

Raw materials consisting of aluminum oxide and zirconia are crushed and mixed with a ball mill to create a slurry with particles of a given size.

Slurry is sprayed and instantly dried with hot air to create a fine powder.

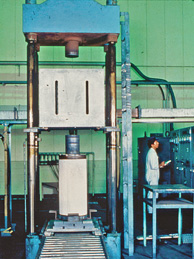
There are a variety of methods by which materials are molded according to use. What is shown here is a Isostatic Press. Isostatic molding is filled with ceramic powder before water pressure is applied to mold the material (left). Pressed material is then cut and processed into the prescribed form (right).
Die Pressing machine is shown here. Powder material is filled in the mold and formed by applying pressure with the upper and lower punches.
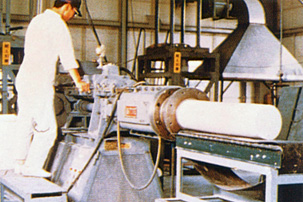
With an extruder, material with plasticity is packed into a mold and high pressure is applied. It is thereby extruded which it is shaped accordingly.
The sintering process. Materials are sintered at high temperatures and required condition.

With a hot press, the powdery form of raw materials is packed into a mold. The press is heated while pressure is applied from above and below. A high-density sintered compact is obtained.

Hot isostatic pressing is a method of sintering a molded item that is exposed to high temperatures and high-pressure gas. Since uniform pressure is applied, a high-density sintered compact can be formed.

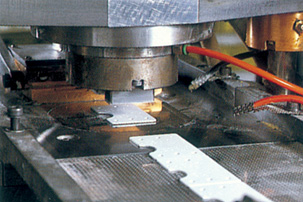
After sintering is completed, a diamond whetstone is used to polish the resulting item into a more high-precision product.

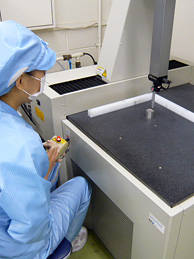
Space parts are subject to rigid inspections. From left to right: brazing inspection conducted visually, dimensional inspection using a Coordinate measuring machine, and insulation inspection using a tester.

KYOCERA
| HQ Location | Kyoto City |
|---|---|
| Established | 1959 |
| Main manufacturing sites (Corporate Fine Ceramics Group) | Shiga Gamo Plant (Higashiomi City, Shiga Prefecture) Shiga Yokaichi Plant (Higashiomi City, Shiga Prefecture) Kagoshima Sendai Plant (Satsumasendai City, Kagoshima Prefecture)) Kagoshima Kokubu Plant (Kirishima City, Kagoshima Prefecture), and others |
| Main Products (Corporate Fine Ceramics Group) | Machine parts, parts for information and communication equipment, ceramics for electronic parts, parts for ultra-high vacuum devices, parts for medical devices, and more |
| Main Astronautics Equipment Produced | Terminals for lithium-ion batteries used on the Hayabusa, an asteroid space probe, and the Akatsuki, a space probe for exploring VenusFuel tank penetration flange for H-I rockets; |
| Corporate site | http://global.kyocera.com/ |
INTERVIEW
インタビュー
Destructive inspections were also required todevelop the battery terminal forthe Hayabusa spacecraft.
KYOCERA
Senior Manager, Ceramic Quality Assurance Department 1,
Fine Ceramics Quality Assurance Division, Corporate Fine Ceramics Group
Takuya Kitamura
Kyocera is a huge company with 1,190.0 billion yen in consolidated sales for the fiscal year ended March 2012. What sorts of products does the Corporate Fine Ceramics Group handle?
The Corporate Group to which I belong is in charge of developing, manufacturing, and selling parts for general industrial machines, ceramics for electronic parts, parts for medical devices, and a wide variety of other ceramic products.
What sorts of parts for space applications is your Corporate Group in charge of handling?
In recent years, we have been in charge of certain parts for the Hayabusa asteroid space probe, which returned to earth in 2010. Specifically, we developed and manufactured terminals for batteries developed by Furukawa Battery. In fact, we have been developing and manufacturing terminals for space batteries since the 1980s. While nickel cadmium batteries were the mainstream then, we have been involved in developing parts for spaces applications to this very day.
When you speak of terminals, would it be correct to say that you are talking about the plus and minus prongs to which electric wires are connected?
That is correct. To be more precise, we were in charge of not just the terminals but also the battery lids to which the terminals were attached. While the materials used for the lids and terminals consist of (conductive) metal, insulating material must be inserted when they are joined together. In this connection, fine ceramics, an insulating material, is inserted between them. The key to the joining of these components is metallization technology.
What kind of technology is metallization?
Metallization is a technology for forming a metal film on a ceramic surface. Allow me to provide a brief, detailed explanation of the process involved. The raw material is compressed and hardened, a metallic paste is thinly applied atop ceramic material that has been sintered in an oxidizing atmosphere, and the result is heated in a reducing atmosphere. To produce an intermediate layer through the reaction of atoms making up the ceramic with metal atoms inside the metal paste, you can form a solid three-layered structure consisting of a ceramic layer, intermediate layer, and metal layer. Set a brazing material atop the formed metal film, stack it over a metal part, and then heat the resulting arrangement to solidly join the ceramic part and metal part together. In the case of the battery terminals, metalized ceramic was inserted between the lid and terminal, which were joined together by way of a brazing technique. This solidly bonded the materials together while properly maintaining insulation. In addition, since ceramic does not allow air or water to pass through it, it prevents the electrolytic solution inside the battery from leaking.
However, while we might simply call this material fine ceramic, this term in fact covers a wide range of different types, including aluminum oxide, zirconia, silicon nitride, and silicon carbide. Since there are also plenty of different metal films that can be formed atop this material, the technology is hardly simple. As the degree of expansion as a function of temperature differs greatly for ceramics and metals, temperature control and proper design are required to minimize as much as possible the formation of deformities inside ceramics through brazing. While the brazing material can be selected according to the method of use indicated by the client, temperature control and proper design applicable to the joining of the materials will be required in such a scenario. The technologies referred to here are imbued with the expertise that we have accumulated over many years.

In what ways do the development and manufacturing of parts for space applications differ compared to parts for consumer (civilian) uses?
The biggest difference compared to parts for consumer use is the exceedingly particular and strict requirements for quality in terms of the management of parts, manufacturing processes, and finished goods. The battery terminals for the Hayabusa spacecraft were subject to destructive inspections at pivotal points. Checks to ensure that airtightness was maintained by testing for internal battery leaks were thoroughly carried out. For parts to be used in space in an ultra-high vacuum state (characterized by a pressure of one ten-billionth of atmospheric pressure), you must meet extremely strict quality conditions.
So you’re saying that parts that are carefully manufactured are deliberately destroyed for inspection purposes?
That’s entirely correct. Take for example a case in which cross sections of a part are inspected. When a lot consisting of a bunch of the same parts is placed in a furnace and heated, parts from the beginning, middle, and end of the lot are cut apart and inspected. If no problem with a cross section of any inspection sample is revealed, it means that the entire lot has been properly treated under the temperature conditions. For this reason, we produce quite a lot more units of a given part than the quantity to be delivered to a client.
What benefits did you obtain by getting involved in the development of parts for space applications?
We were able to improve the technology we used to stably produce high-precision, high-quality ceramic parts subject to strict requirements and accumulate the relevant expertise for this purpose. We are also applying these benefits to the manufacture of consumer parts.
Other than terminals for batteries, what parts for space applications have you been involved in?
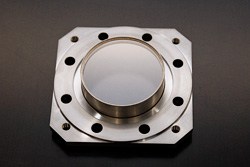
In addition to our involvement with the Hayabusa mission, we have been manufacturing multi-pin-type insulating parts to be mounted onto fuel tanks since the H-I rocket debuted in the middle of the 1980s. For the early H-IIA rocket, we produced a window for observing the interior of the liquid hydrogen tanks. A transparent window made of a mono-crystal sapphire was joined through metallization and brazing to a metal flange for mounting the window onto the tank.
About how much in sales do you earn in the field of space?
While we have not disclosed the relevant values in specific terms, I can say that sales in this field are indeed negligible. However, Kyocera’s management Rationale, “To provide oppotunities for the material and intellectual growth of all employees, and through our joint efforts, Contribute to the advancement of society and humankind.” The Shiga Gamo plant, where I work, has grown into what it is today as a “plant where anything is done and where anything is made.” It is a plant where there have even been episodes in the past marked by the receipt of orders calling for “this product to be made no matter the cost.” While we naturally seek to expand sales, we believe that it is important to first develop our ability to respond to the various requests of clients and to amass valuable experience and expertise.
In what ways did your involvement in making parts for the Hayabusa spacecraft, which received a lot of attention, garner responses?
The biggest response was in the form of the receipt by the company as a manufacturer participating in the manufacture of fuselages of awards from Kaieda, the (then) minister in charge of space development, and Takagi, the (then) Minister of Education, Culture, Sports, Science and Technology. I believe that we were able to contribute to the best of our rather poor ability to the enhancement of our corporate image. In fact, I was personally unaware for some time after the launch of the Hayabusa spacecraft that our parts were onboard the craft. I recall being astonished at hearing that about half a year after the launch. As we are a parts manufacturer, it can be rather difficult to determine specifically where our parts are being used in the world. Nevertheless, I am tremendously pleased to be able to say that we carried out a job with pride, one that allows us to state with immense satisfaction to our subordinates and families that we were involved in making parts for the Hayabusa craft.
