Leveraging accumulated expertise to open up a new field of business.
Sumitomo Precision Products is a company with a long, proud history of involvement in the field of aeronautics. It can trace its roots to Sumitomo Copper Plant, a company that was established in 1897 to process the copper extracted from the Besshi copper mine owned and operated by the Sumitomo Zaibatsu. The company gradually began the manufacturing and processing of metal alloys in general, became Sumitomo Metal Industries in 1935, and developed a high-strength aluminum alloy referred to as extra-strength Duralumin (ESD) in 1936. ESD was used as the main wing spar material for the Zero fighter planes during the war. For its development, it has been chronicled that fragments of a German Zeppelin airship that went down on the outskirts of London were obtained and analyzed.
Propellers for military aircraft constituted the company’s flagship product in the pre-war and war years. After the war, the company began manufacturing an aircraft landing gear system in line with the lifting of a ban on aircraft development in 1952. With the arrival of the jet age, the company understood that it would have no future if it were to rely only on propellers. The landing gear system was selected as the set of aircraft parts that could be manufactured by leveraging the company’s technologies from manufacturing propellers.
In 1961, the company was split off from Sumitomo Metal Industries and commenced operating in its current category of business. The company’s business grew as it shifted away from aircraft propellers and continued to enter new fields by developing aircraft landing gear, heat exchangers for plants, heat exchangers for space applications, and ozone generators. Against the backdrop of these developments exists the expertise obtained through the steady accumulation of metal alloy processing and process management techniques. The company mastered the technologies required for a given field and entered a new field to which the expertise it had already obtained could be applied. This cycle, by which the company obtains additional expertise to enter a new field, is what has underpinned its business.
The same can be said of the new fields into which the company entered since the 1990s. The expertise cultivated through plant technologies and ozone generators was leveraged to develop semiconductor processing equipment. By combining semiconductor processing and advanced process management techniques with gyroscope technology obtained through collaboration with British Aerospace, the company entered a market with foreseeable growth, namely MEMS (micro-electro mechanical systems) gyroscopes. Through the development of the MEMS gyroscope for space applications, the company is currently hoping to achieve higher performance. If successful on this count, demand for civilian (consumer) versions of this product could potentially be stimulated.

Sumitomo Precision Products’ head office and plant, in Amagasaki City, Hyogo Prefecture.

The site where MEMS (micro-electro mechanical systems) gyroscopes are developed and manufactured. These photographs show the processing of upstream silicon wafers in a class 1,000 clean room.

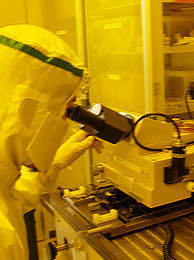

The MEMS assembly process is shown here.


Using an electron microscope and other instruments, the precision with which MEMS units are processed and assembled is subject to inspections.


Products in the fields of aeronautics and space are manufactured at the company’s Amagasaki head office and plant. This photograph depicts the landing gear of an aircraft being manufactured.

This is where heat exchangers for aircrafts are assembled. Heat exchangers for rocket engines are also manufactured.


Equipment with which aircraft landing gear is tested. Testing is conducted by simulating conditions in play when an aircraft takes off or lands.

Sumitomo Precision Products Co., Ltd.
INTERVIEW
インタビュー
We have taken on the challenge of
developing an ultra-small gyroscope
that can be used in space.
SUMITOMO PRECISION PRODUCTS
Executive Director
Ryozo Yagi
